How Smaac-Tex ERP can help Process House Management?
How Smaac-Tex ERP can help Process House Management?
- It is quite common in a Process House to find a gap between actual consumption v/s Issue. Firstly in absence of a proper system, it is too difficult to calculate issue quantity based on issue slips as there are many records to handle. Even if we have issue slips available there is always a gap between consumption-based on physical stocks and Issue slips, it is difficult to book the responsibility of an individual towards such pilferage. Those who want to escape can escape and pilferage continues unstopped. For a process house of 10 Tons/day, Ten Lacs/month pilferage is a general trend and it may be higher.
- We take costing based on the inputs from the lab or experienced staff but what if there is a gap between the above-stated figures and actual consumption. At times it is too late before we notice such lapses.
- What if vendor and mill staff join hands and wrong figures are reported and actual costing is hidden.
- Let us take an example of 10 tons of production/day say 50 lots/day. Let us consider 20 dyes/chemicals issued per lot. That means there are 1000 entries in a day. If there is one error (0.1%) out of 1000 entries (may due to wrong calculations, etc. ) means one lot is going to go bad out of 50 lots means 2% rejection. I hope you will understand why the rejections are so high in a process house.
- A gap is found between the reported Liquor Ratio (LR) v/s actual Liquor Ratio used. Chemical consumption is directly proportional to Liquor used. To lower down the chemical consumption, we need to lower the actual liquor ratio used.
- We have to depend on highly skilled manpower for production planning and Control (PPC) and persons are engaged to communicate between different departments. At times a client has to depute his staff to ensure timely delivery and approvals.
Using Smaac-Tex ERP we can address all such issues.Dyeing-Slip
- ERP will take overall calculations for the dye-slip. No manual calculations are needed. In the case of manual calculation, we normally avoid GPL (grams per litre) based calculations and in turn use % based. Chemicals are normally needed to be added based on GPL. Using ERP not only we can save the cost of chemicals but in turn, we can improve process control.
- ERP is very handy when we need to take out recipes used for old lots or from the lab. A lot of precious time of the skilled manpower is saved and errors are minimized.
- We can create process master for different processes used in Pre-treatment, dyeing, Post-treatment, etc. We can also create composite programs using these individual programs. This is a step towards standardizing our processes. Also, it saves a lot of time and minimizes errors.
- We can simply select one of these processes, add a color recipe from the lab-based on approved lab dips and it is quite fast and saves a lot of time and there is no need to be dependent on junior staff.
- Lots which are there in queue for processing are available in the grid. Based on GSM and width of fabrics Weight is calculated which is required for dye slip. GLM (Grams per meter) is available for the lots which help processing staff in selecting their processes. Duplicate dye-slips are avoided.
- On-Line additions are permitted and a separate serial no is given to each addition. The number of additions in each lot is reported and it helps in reducing additions and saving cost and time.
- Using the concept of Loading and unloading of the machine Re-Processing is identified and categorized. It also helps in the calculation of actual dyeing time and idle time between the lots. It is a vital concept to unearth some vital stats of a process house. Real-time loading and unloading of the lots help in tracking the lots. A machine needs to be unloaded before the next lot can be loaded on the same machine. If a lot is to be loaded again it is categorized as Internal Re-process. Consumption can be booked based on machine loading or store person can simply scan the barcode on the dye-slip.
- Different liquor ratios can be used based on the stage of processing. Based on liquor quantity and use of GPL or % quantities for dyes and chemicals are calculated. It helps in avoiding calculation errors, use of GPL calculations where required, Record of actual Liquor Ratio (LR)
- Inputs here are used to give daily production report showing machine capacity utilization, Liquor Ratio used, Actual time v/s planned time, Number of additions, Re-Process, Dyeing Category, Equivalent Production (Using different multiplying factors based on dyeing category), etc.
- Based on the physical stock Pilferage report can be generated from Smaac-Tex which in turn helps in controlling it. It not only saves money but helps in improving process control and quality.
- We can easily compare the consumption of a particular chemical v/s production for any period. This throughs light on actual consumption of the same and we can either include the same in our costing or take effective steps to control its consumption. This helps in checking under the table transactions.
- The actual Liquor Ratio for any period is available in production reports which are different from what is normally reported. Reduction of the Liquor ratio helps in the reduction of chemical consumption which is a major shareholder in dyes and chemicals.
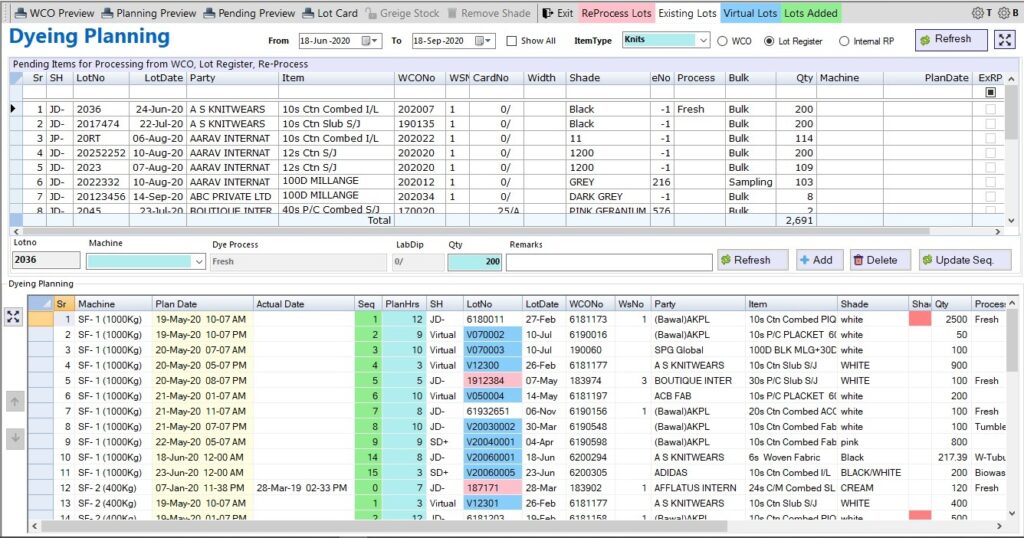
Dyeing-PlanningUsing ERP Dyeing PlanningPPC department can be shut down as there is no need to keep it operational once Smaac-Tex is operational. Three modes are available which can be opted for the planning
- Sales order: Sales orders can be used to create virtual lots. Once Lot is planned Smaac-Tex reserves the fabrics for the lot creation and shows the same to Store while creating the lot. Smaac-Tex does all the required tasks once a lot is planned.
- Fresh Lots can be taken for dyeing planning if the same are created before.
- Internal Re-Process Lots which are generated by the Smaac-Tex due to rejection are given special status for planning.
Depending on Fabric processes and dyeing category dyeing time is calculated for each lot by Smaac-Tex. Loading time for each lot is then calculated based on sequence, Running Lot, and time calculated for each lot. Dyeing Time of lot can be edited to allow downtime due to maintenance or holidays etc. Depending on the load factor planning can be done for any number of days and the marketing team can keep their clients informed about the delivery time and possible intervention of management. This eliminates the need for skilled manpower.